अॅब्रेजिव्ह फ्लाे फिनिशिंग मशीन (AFFM-150D)
@@NEWS_SUBHEADLINE_BLOCK@@




तंत्रज्ञानाचा विकास हे सेंट्रल मॅन्युफॅक्चरिंग टेक्नॉलॉजी सेंटरचे (CMTI) बलस्थान आहे. प्रगत तंत्रज्ञान आत्मसात करणे, ते प्रत्यक्षात उतरविणे आणि भारतीय उत्पादन क्षेत्राकडे त्याचे हस्तांतरण करणे हे CMTI चे मुख्य कार्य असून तीन दशकांहून अधिक काळ ही संस्था प्रशिक्षण क्षेत्रातही कार्यरत आहे. विविध उद्योगक्षेत्रांमधील राष्ट्रीय आणि आंतरराष्ट्रीय सहभाग्यांसाठी या संस्थेद्वारे प्रशिक्षण कार्यक्रमाचे आयोजन केले जाते.
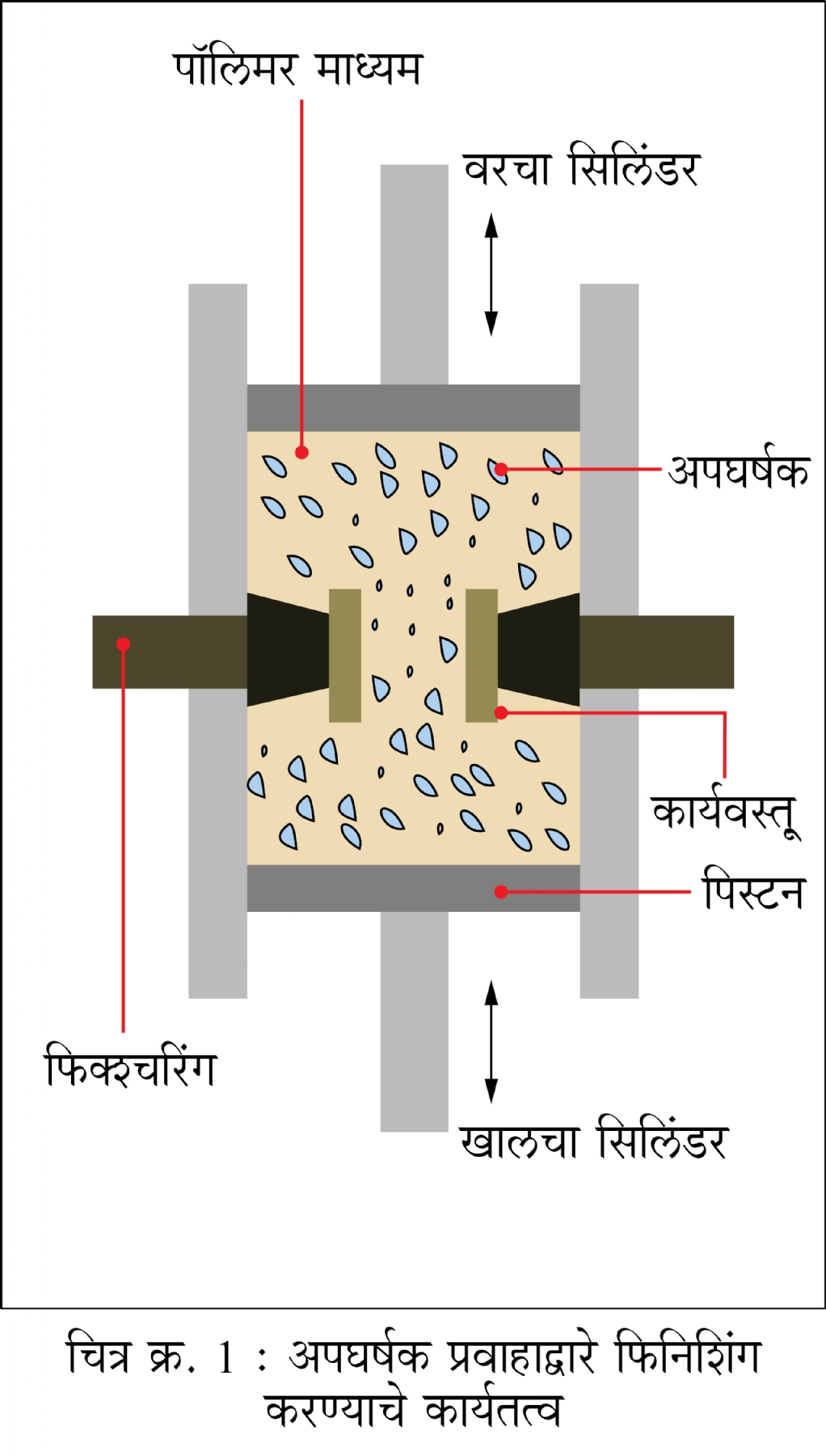
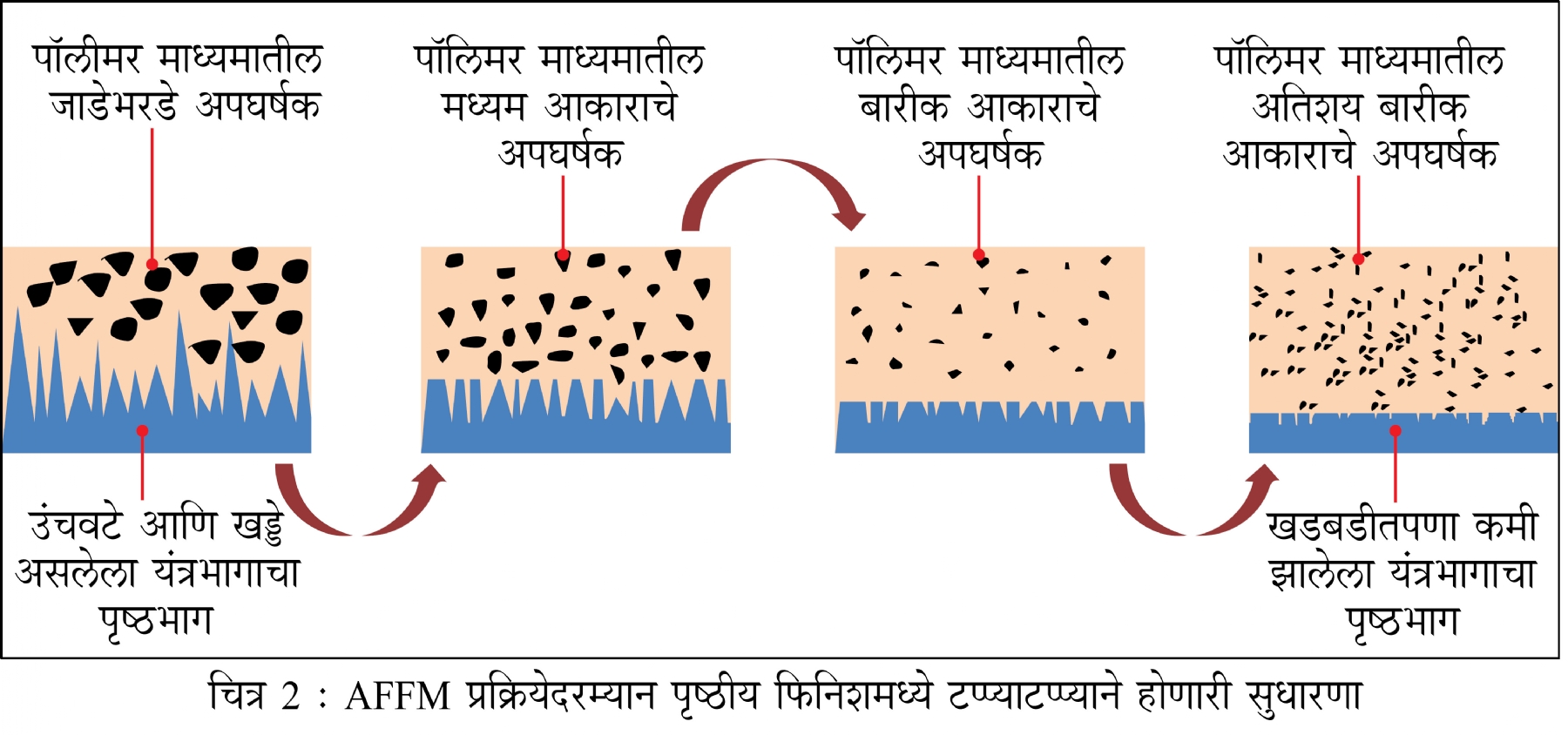
CMTI ने विकसित केलेले AFFM-150D हे एक अपारंपरिक सुपर फिनिशिंग तंत्रज्ञान आहे. हे मशीन क्लिष्ट (कॉम्प्लेक्स) तसेच, फिनिश करण्यास अवघड आणि गुंतागुंतीच्या अशा प्रिसिजन यंत्रभागांचे फिनिशिंग, डीबरिंग आणि पॉलिशिंग करण्यास सक्षम आहे. अपघर्षक (अॅब्रेजिव्ह) भरलेले अर्धघन माध्यम (सेमीसॉलिड मिडीया) कार्यवस्तूमधील एका मार्गातून बाहेर काढणे/फिरविणे अशी यातील प्रक्रिया आहे. या मशीनमध्ये कार्यवस्तू पकडण्याचे फिक्श्चर दोन समोरासमोर उभ्या सिलिंडरमध्ये हायड्रॉलिक प्रणालीद्वारा क्लॅम्प केले जाते. हे सिलिंडर अपघर्षक माध्यमाला कार्यवस्तूवरून मागे आणि पुढे फिरवितात. हायड्रॉलिक अॅक्च्युएटर्समधून अपघर्षक माध्यमाला कार्यवस्तूवरून फिरविले जाते. एका आवर्तनात माध्यमाला खालच्या सिलिंडरपासून वरच्या सिलिंडरपर्यंत आणि परत खालच्या सिलिंडरवर असे फिरविले जाते. व्हिस्को-इलॅस्टिक (चिकट आणि लवचीक) अपघर्षक पॉलिमर माध्यमाच्या प्रवाहाद्वारे यंत्रभागांच्या पृष्ठभागावर फिनिशिंगची प्रक्रिया (चित्र क्र. 1 आणि 2) टप्प्याटप्प्याने केली जाते.
सर्वप्रथम, फिनिश केल्या जाणाऱ्या यंत्रभागाचे विश्लेषण केले जाते. त्यात यंत्रभागाची भूमिती (जॉमेट्री), एकंदर परिमाणे (डायमेन्शन), मटेरियलचे गुणधर्म, पृष्ठभागाचा आधीचा आणि अंतिम अपेक्षित खडबडीतपणा (रफनेस) या बाबी जाणून घेतल्या जातात. यंत्रभागाच्या या प्रारंभिक अभ्यासाच्या आधारावर त्यासाठी एक फिक्श्चर विकसित केले जाते आणि AFFM चे प्रक्रिया पॅरामीटर (तक्ता क्र. 1) निवडले जातात.
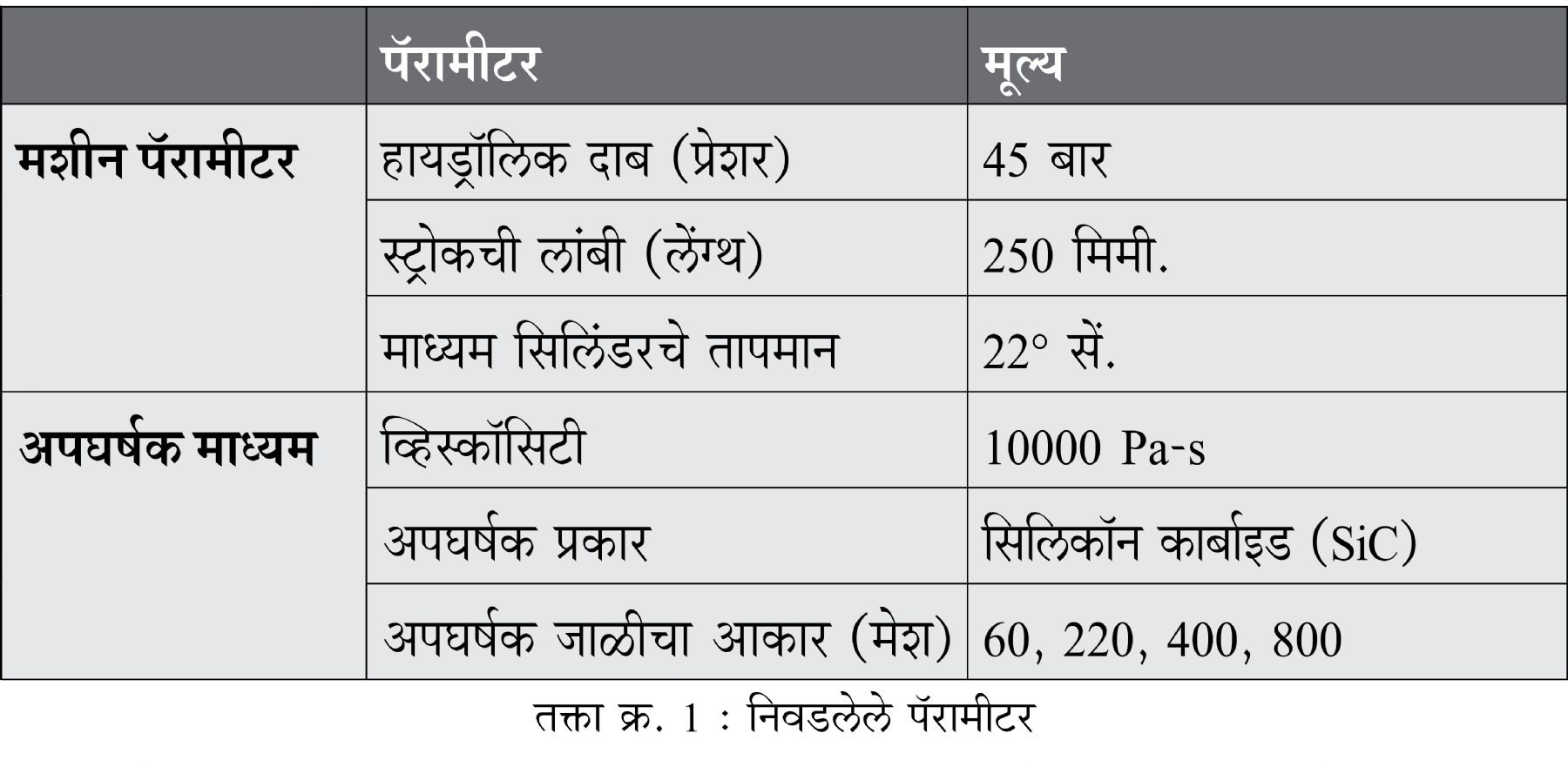
यंत्रभागाचा प्रारंभिक पृष्ठीय खडबडीतपणा हायड्रॉलिक दाब, अपघर्षकाचा प्रकार, अपघर्षकाच्या ग्रिटचा आकार आणि व्हिस्को-इलॅस्टिक पॉलिमर माध्यमाची विष्यंदता (व्हिस्कॉसिटी) यांसारख्या बदलत्या प्रक्रिया पॅरामीटरवर आवश्यक पृष्ठीय फिनिश मिळविण्यासाठी प्रक्रियेला लागणारा वेळ (AFFM आवर्तन काळ) अवलंबून असतो.
उदाहरण
अॅल्युमिनिअम प्रोपेलरच्या पृष्ठभागाचा फिनिश सुधारण्यासाठी अपघर्षक प्रवाह फिनिशिंग
उद्दिष्टे
- अॅब्रेजिव्ह फ्लो फिनिशिंग मशीनद्वारे (AFFM-150D) अॅल्युमिनिअम प्रोपेलरच्या पृष्ठभागावरील खडबडीतपणा नाहीसा करणे.
- अॅल्युमिनिअम प्रोपेलरसाठी होल्डिंग फिक्श्चर विकसित करणे.
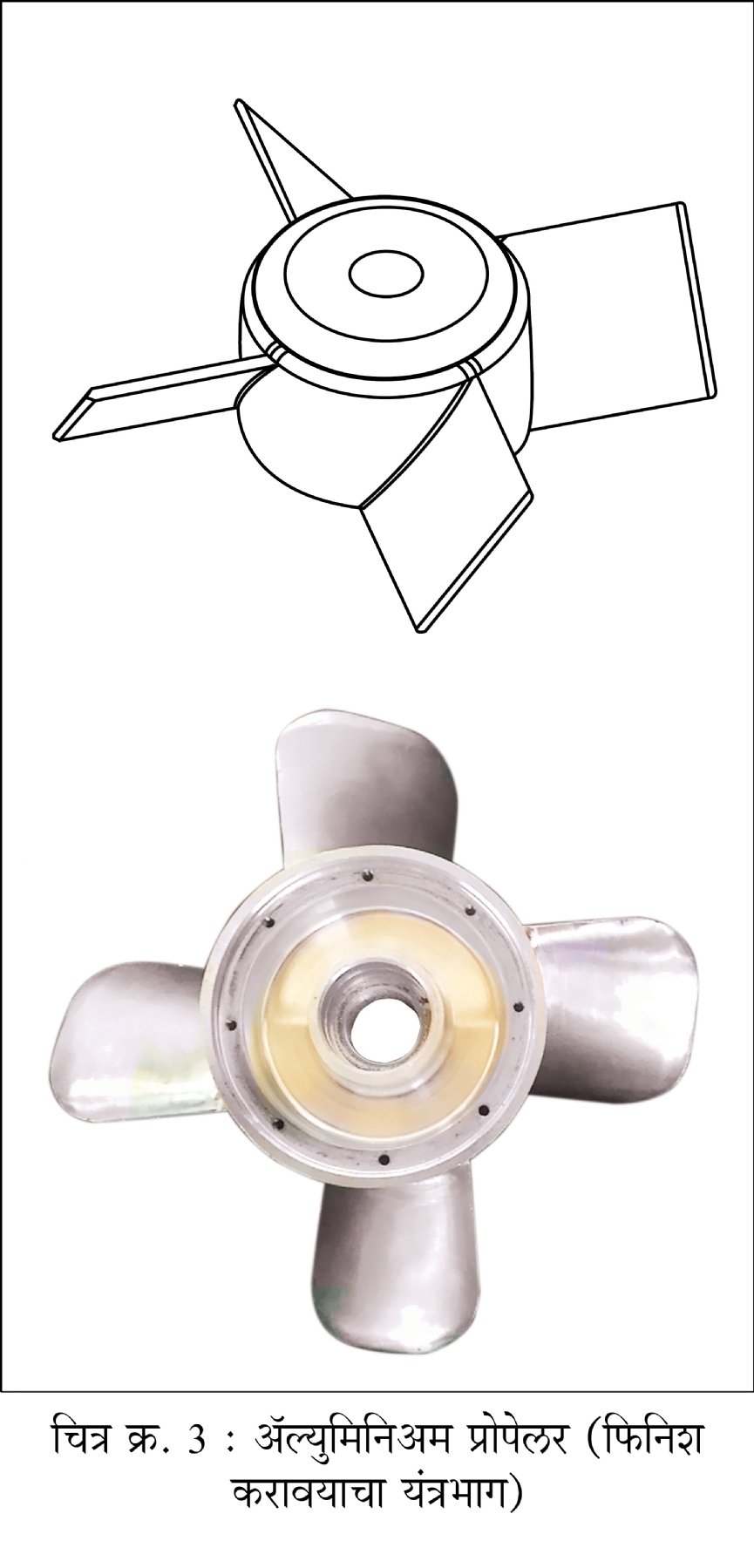
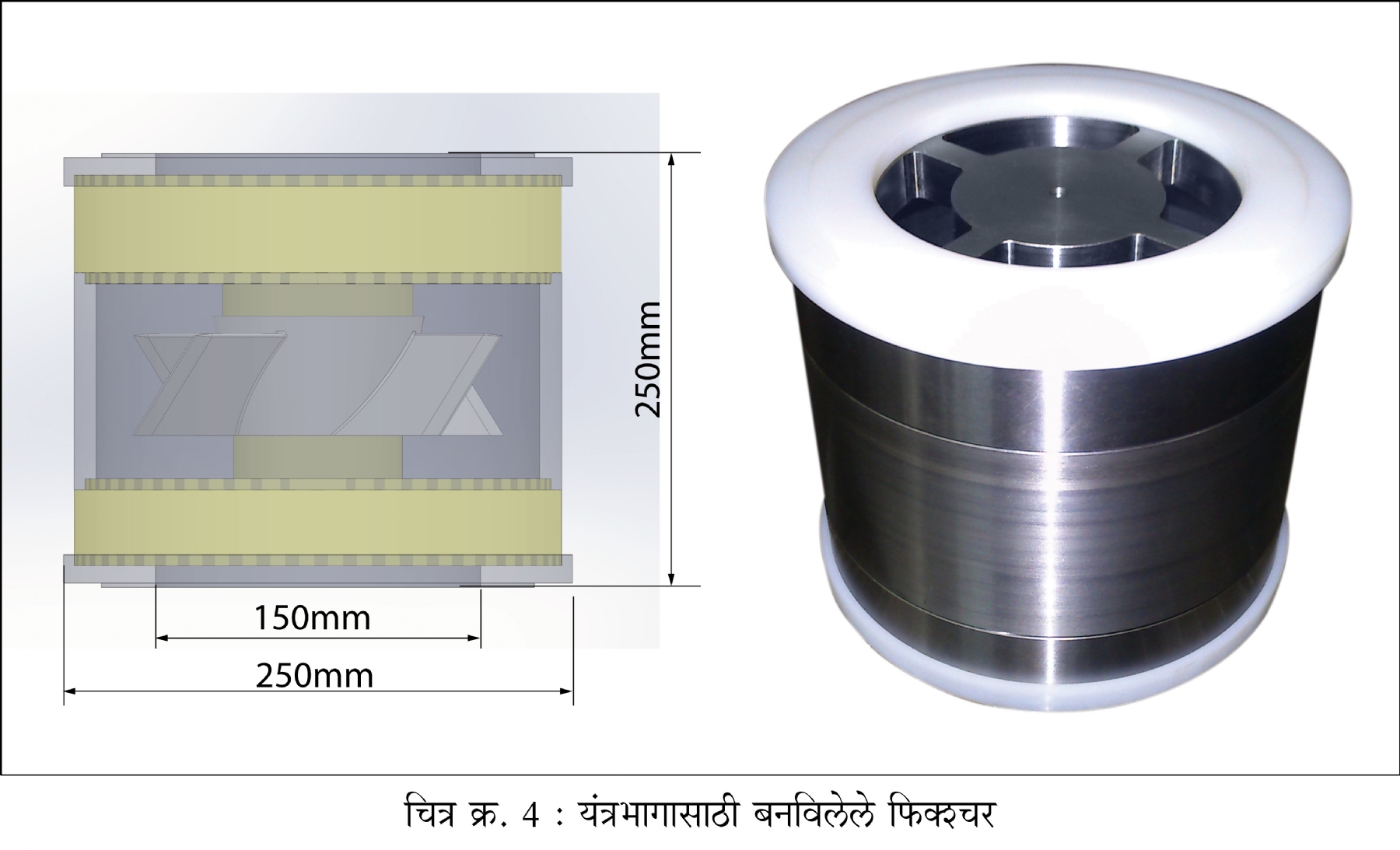
प्रोपेलर पकडण्यासाठी एक अत्याधुनिक फिक्श्चर (चित्र क्र. 4) डिझाइन केले. MS मटेरियल वापरून ते बनविलेले आहे. प्रोपेलरचा वरचा आणि खालचा बेस फिक्श्चरमध्ये पकडला जातो आणि प्रोपेलरच्या पात्यांचा पृष्ठभाग अपघर्षक माध्यमाच्या प्रवाहासाठी मोकळा असतो. AFFM प्रक्रियेदरम्यान व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर माध्यमाची गळती रोखण्यासाठी फिक्श्चरच्या वरच्या आणि खालच्या प्लेटवर 15 मिमी.चे टेफ्लॉन सीलिंग दिलेले आहे.
प्रयोगाची कार्यपद्धती
शक्य तितका चांगला फिनिश मिळविण्यासाठी अॅब्रेजिव्ह फ्लो फिनिशिंग मशीनद्वारे पृष्ठभागाचा खडबडीतपणा कमी करण्यासाठी प्रयोग केले गेले.

- यंत्रभागाला फिक्श्चरमध्ये बसवून AFFM-150D मध्ये हायड्रॉलिक क्लॅम्पमध्ये (चित्र क्र. 5) पकडले जाते.
- ब्लेडच्या पृष्ठभागावरील कुठलेही 5 वेगवेगळे बिंदू निवडून पृष्ठीय खडबडीतपणाची सरासरी मूल्ये नोंदविली जातात.
- अपघर्षक माध्यमाच्या विशिष्ट जाळीच्या आकारानुसार पृष्ठीय खडबडीतपणामध्ये भरपूर सुधारणा दिसते. (चित्र क्र. 6)

निष्कर्ष
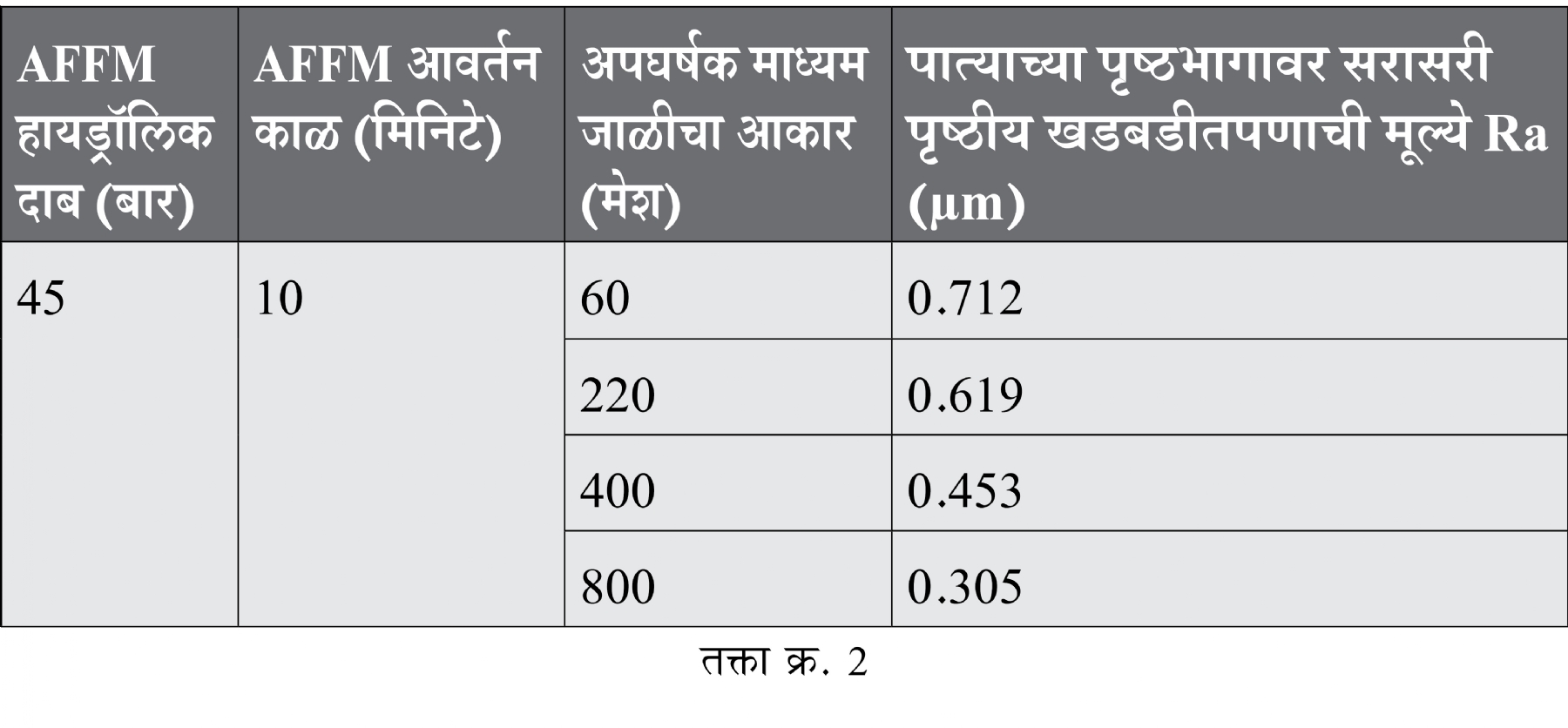
वरील माहितीवरून (डेटा) असे दिसते की, अपघर्षक माध्यमाचा जाळीचा आकार जसजसा वाढत जातो, तसतशी खडबडीतपणाच्या प्रोफाइलमधील उंचवटे आणि खड्डे यांच्या लांबीमध्ये घट होते. 800 मेश आकार वापरून AFFM वर ब्लेड पृष्ठभागावरील खडबडीतपणाची नोंद (तक्ता क्र. 2) केलेली महत्तम (मॅक्सिमम) मूल्ये Ra : 0.35µm, Rt : 3.11µm, Rz : 2.48µm इतकी सुधारली आहेत.
मशीनची वैशिष्ट्ये

AFFM-150D (चित्र क्र. 7) हा एक एर्गोनॉमिक डिझाइन असलेला, वापरकर्त्यास अनुकूल, सुलभपणे देखभाल करता येण्याजोगा, PLC वर आधारित HMI नियंत्रित प्रणाली असलेला, मायक्रो/नॅनो फिनिशिंगसाठी आर्थिकदृष्ट्या व्यवहार्य पर्याय आहे. नॅनोमीटरमधील अचूकतेचा पृष्ठीय खडबडीतपणा आणि क्लिष्ट भूमिती (अंतर्गत आणि बाह्य) असलेले यंत्रभाग फिनिश करण्यासाठी हे मशीन अत्याधुनिक तंत्रज्ञानामुळे अतिशय उपयुक्त ठरते. यंत्रभागांवर <50 nm Ra* या श्रेणीचा नॅनो स्तरीय पृष्ठीय फिनिश मिळतो. हे मशीन विस्तृत श्रेणीच्या फिनिशिंग कामासाठी वापरता येऊ शकते आणि त्यातून एकसारखे, पुनरावर्तनीय आणि विश्वसनीय परिणाम मिळतात.
निर्मितीमागील प्रेरणा
आधुनिक उत्पादन क्षेत्रामध्ये आज मोठ्या प्रमाणात स्पर्धा आहे आणि ही उत्पादने आज प्रगतीपथावर आहेत. अधिक चांगल्या पृष्ठीय फिनिशची मागणी दिवसेंदिवस वाढतेच आहे. बऱ्याच महत्त्वपूर्ण अभियांत्रिकी यंत्रभागांची कार्यक्षमता आणि त्यांचा टिकाऊपणा हा पृष्ठीय फिनिशच्या दर्जावर अवलंबून असतो. क्लिष्ट आकार, अंतर्गत आणि दुर्गम मार्ग असलेल्या यंत्रभागांसाठी पृष्ठीय फिनिशमधील सुधारणा आव्हानात्मक असते.
पृष्ठीय खडबडीतपणा कमी करण्याच्या प्रक्रियेतील स्वयंचलनामुळे प्रभावी फिनिशिंग पद्धतींचे मानकीकरण केले जाते आणि अॅब्रेजिव्ह फ्लो फिनिशिंग हे त्यातील एक तंत्र आहे. देशातील सामरिक आणि गैरसामरिक क्षेत्रांमध्ये महागड्या मशीनसाठी स्वदेशी पर्याय विकसित करण्यास AFFM-150D च्या कल्पक विकासामुळे मदत झाली आहे. एअरोस्पेस, अणुऊर्जा, संरक्षण, एक्स्ट्रूजन डाईज उद्योग, वैद्यकीय वगैरे क्षेत्रांमधील एक्स्ट्रूजन डाईज, मोल्ड्स आणि वैद्यकीय इम्प्लांट यांच्यासारख्या भागांच्या निर्मितीमध्ये सुपर फिनिशिंग करण्याची प्रचंड मागणी आहे. भारतातील इतर कोणतेही मशीन टूल बिल्डर अशी मशीन तयार करीत नाहीत आणि AFFM-150D व्यावसायिक स्तरावर विस्तृत श्रेणीच्या सुपर फिनिशिंगच्या कामासाठी
उपलब्ध आहे.
AFFM-150D च्या कुशल विकसनाविषयी अधिक माहिती
AFFM-150D वापरण्यात थर्मल कंट्रोलिंग युनिट आणि माध्यम स्ट्रोक लांबीचे समायोजन ही फायदेशीर वैशिष्ट्ये आहेत. आर्थिकदृष्ट्या AFFM-150D यंत्रणेची किंमत जागतिक स्तरावर व्यावसायिकदृष्ट्या उपलब्ध असलेल्या मशीनपेक्षा 50 टक्क्यांनी कमी आहे.
AFFM-150D मशीनची ठळक वैशिष्ट्ये आणि मुख्य तंत्रज्ञान
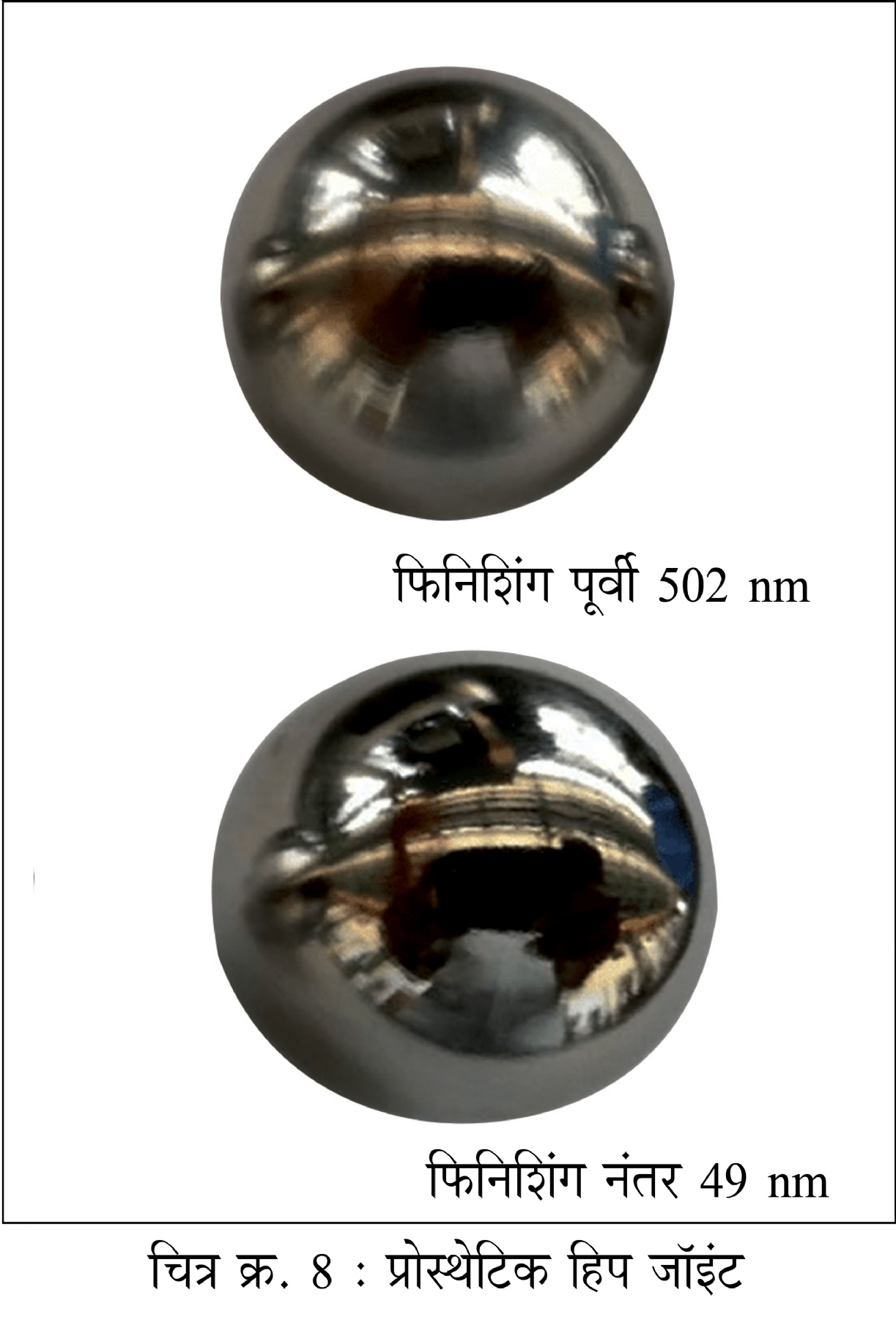
1.क्लिष्ट भूमितीसाठी सूक्ष्म आणि नॅनो फिनिशिंग : पृष्ठीय फिनिशमध्ये सुधारणा करण्यासाठी अॅब्रेजिव्ह फ्लो फिनिशिंग करताना फिनिश करावयाच्या यंत्रभागाची भूमिती आणि पृष्ठभागाची आरंभिक स्थिती समजणे आवश्यक आहे. यंत्रभागासाठी एक फिक्श्चर विकसित केले जाते आणि यानुसार मशीन पॅरामीटर निवडले जातात. आवश्यक पृष्ठीय खडबडीतपणा (चित्र क्र. 8) मिळेपर्यंत AFFM आवर्तने चालू ठेवली जातात.
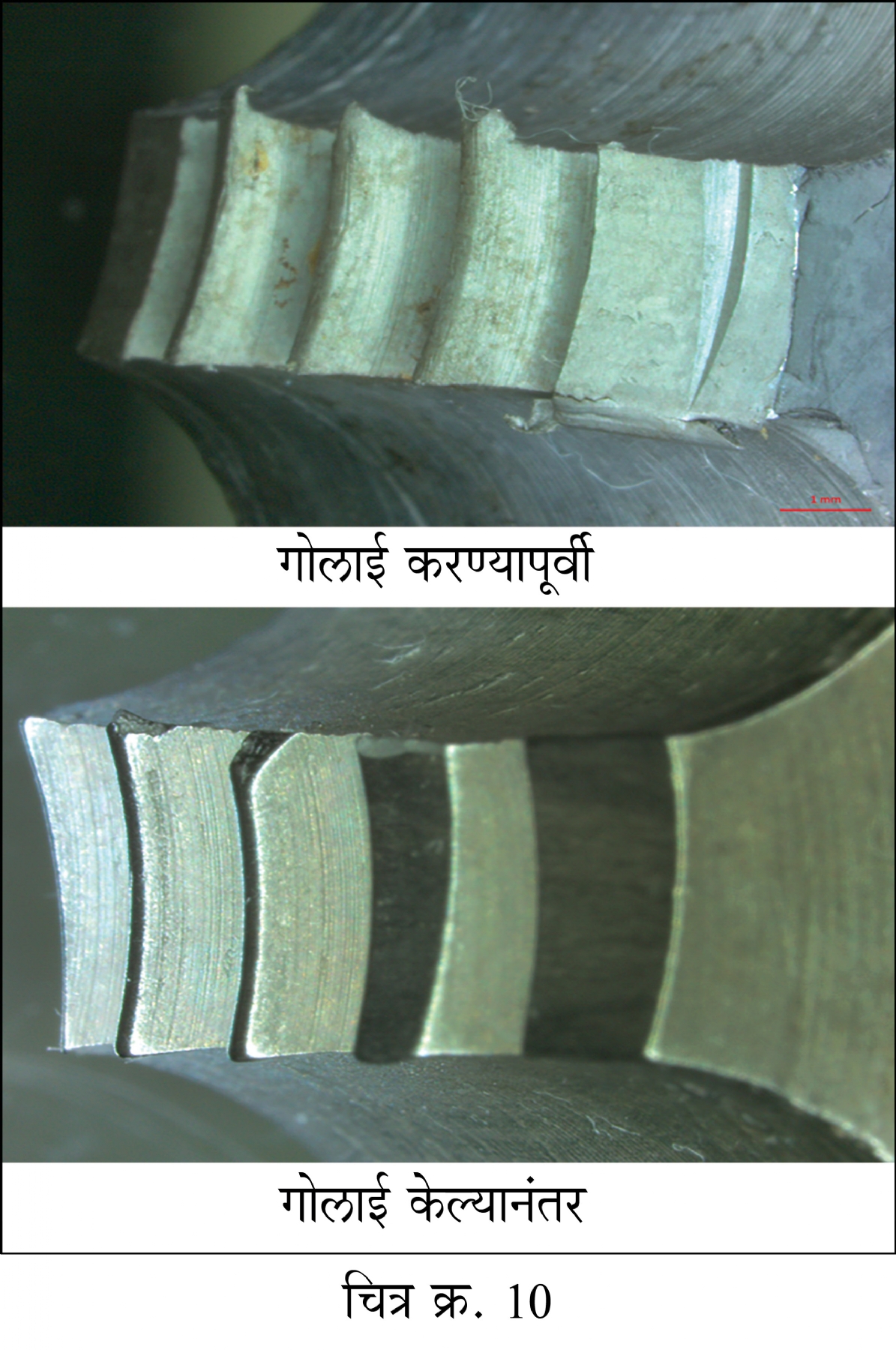
3. तीक्ष्ण कडांना (एज) गोलाई करणे (रेडियसिंग) (चित्र क्र. 10)
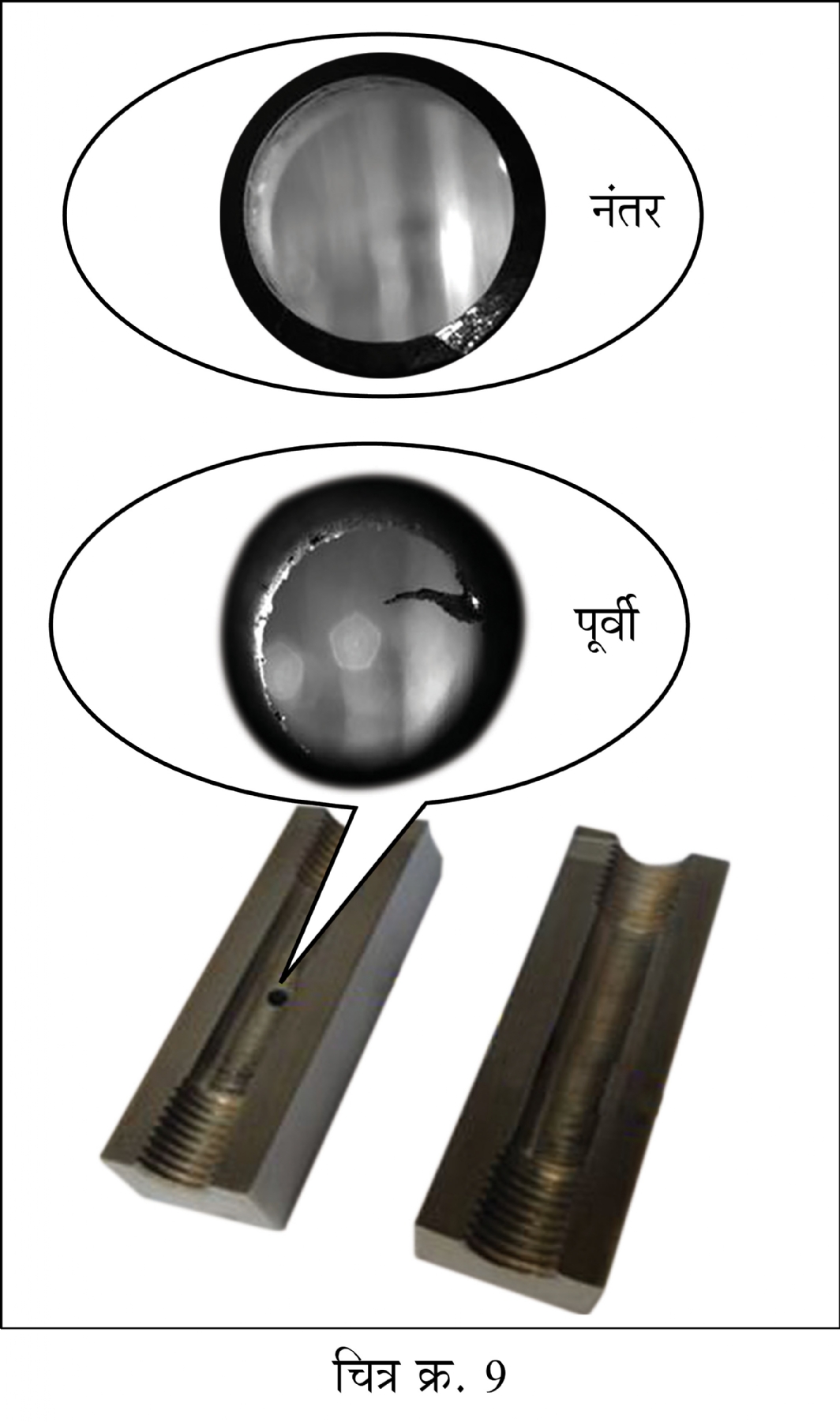
4. दुर्गम भाग आणि क्लिष्ट अंतर्गत मार्ग फिनिश केले जातात. (चित्र क्र. 11)

5. अपघर्षकयुक्त पॉलिमर माध्यमांचे तापमान नियंत्रण : अॅब्रेजिव्ह फ्लो फिनिशिंग प्रक्रियेदरम्यान व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर माध्यमाचा प्रवाह यंत्रभागाच्या दिशेने दबाव देत पुढे जातो. व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर यंत्रभागावर घासला जाण्याच्या क्रियेमुळे, पॉलिमर माध्यमांच्या तापमानात वाढ होते आणि त्यामुळे फिनिशिंग अकार्यक्षम होते. माध्यम सिलिंडरच्या सभोवताली दिलेल्या एका थर्मल जॅकेटद्वारा फिनिशिंग प्रक्रियेदरम्यान पॉलिमर माध्यमाचे तापमान 22° से.पेक्षा कमी ठेवले जाते.
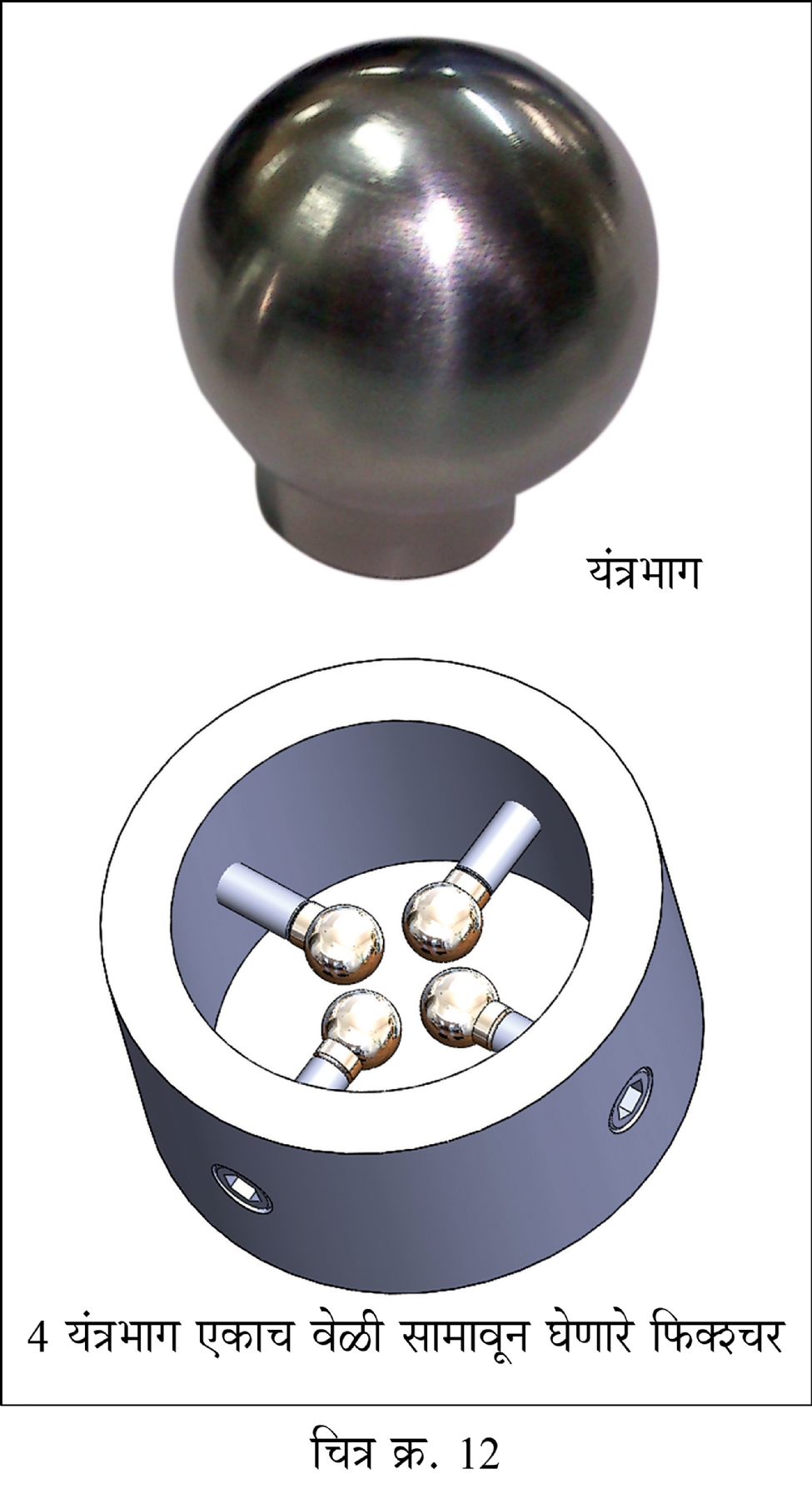
6. एकापेक्षा अधिक यंत्रभागांची एकाचवेळी प्रक्रिया करणे : प्रारंभिक टप्प्यावर फिक्श्चरच्या योग्य डिझाइनद्वारे एकापेक्षा अधिक यंत्रभागांची (चित्र क्र. 12) एकाचवेळी प्रक्रिया करणे शक्य आहे.
सध्या उपलब्ध असलेल्या समांतर मशीनपेक्षा अतिरिक्त फायदे
- या मशीनची स्पेसिफिकेशन आणि कार्यप्रदर्शन जागतिक स्तरावरील मशीनच्या तोडीसतोड आणि जागतिक मानकांच्या कसोटीवर उतरणारी आहेत. यंत्रभागावर मिळणारा पृष्ठीय खडबडीतपणा <50 nm Ra च्या श्रेणीत आहे.
- बहुतेक फिनिशिंग कामांमध्ये मानवी हस्तक्षेप असतोच. त्यामुळे अनियमित पृष्ठीय फिनिश (एका क्षेत्रापेक्षा दुसऱ्या क्षेत्रातील पृष्ठीय फिनिशमध्ये फरक असणे.) मिळतो आणि फिनिशिंगसाठी वेळही जास्त लागतो. AFFM-150D सारख्या स्वयंचलित प्रक्रिया, परिणामकारक तसेच किफायती मार्गाने एकसारखा पृष्ठीय फिनिश आणि उत्तम पुनरावर्तनक्षमता देतात.
- अत्याधुनिक फिक्श्चर डिझाइनमुळे एकापेक्षा अधिक यंत्रभागांचे फिनिशिंग एकाच वेळी होऊ शकते, ज्यामुळे फिनिशिंगला लागणारा वेळ कमी होतो.
तांत्रिक यश
- विकसित AFFM-150D मशीन, 200 मिमी. व्यास आणि 300 मिमी. उंची असलेले यंत्रभाग सामावून घेऊ शकते. 15 ते 100 बारच्या पल्ल्यात व्हेरिएबल हायड्रॉलिक दाब
- पिस्टनची हालचाल कार्यान्वित करण्यासाठी सीलिंगची व्यवस्था आणि 250 मिमी. स्ट्रोक लांबी असलेला हायड्रॉलिक पॉवरपॅक विकसित केला आहे.
- व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर माध्यमाचे कार्य तापमानावर अवलंबून असल्याने, अॅब्रेजिव्ह फ्लो फिनिशिंग प्रक्रियेदरम्यान पॉलिमरच्या इष्टतम रियोलॉजिकल (प्रवाहविषयक) गुणधर्मासाठी त्याचे तापमान 22° से. ठेवावे लागते, ज्यासाठी एक तापमान नियंत्रण युनिट विकसित केले आहे.
- पॉलिमर आणि अपघर्षक कण यांचे एकसारखे वितरण करण्यासाठी विकसित केलेल्या दोन रोल असलेल्या मिक्सर मशीनचा वापर करून स्वयंचलितपणे व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर माध्यमाचे मिश्रण केले जाते. ही प्रक्रिया कशी होते ते पाहा.
अॅब्रेजिव्ह फ्लो फिनिशिंग मशीनमध्ये वापरल्या जाणाऱ्या व्हिस्को-इलॅस्टिक मटेरियलचे व्यावसायिक नाव सिली पुट्टी आहे आणि रासायनिक नाव पॉलीडायमिथाइलसायलोक्सोन आहे. हे सिली पुट्टी (चित्र क्र. 13) मटेरियल अपघर्षकाच्या बारीक कणांबरोबर (उदाहरणार्थ, अॅल्युमिना किंवा सिलिकॉन कार्बाइड) मिसळले जाते आणि हे मिश्रण सर्व पृष्ठभाग आणि कडांवरून तसेच यंत्रभागातील क्लिष्ट पोकळ्यांमधून फिरविले जाते. सिली पुट्टी मटेरियल व्हिस्को-इलॅस्टिक असल्यामुळे त्यामध्ये तीक्ष्ण अपघर्षक कण प्रवाहाबरोबर सहजपणे राहू शकतात.

पॉलिमर आणि अपघर्षक यांचे प्रमाण
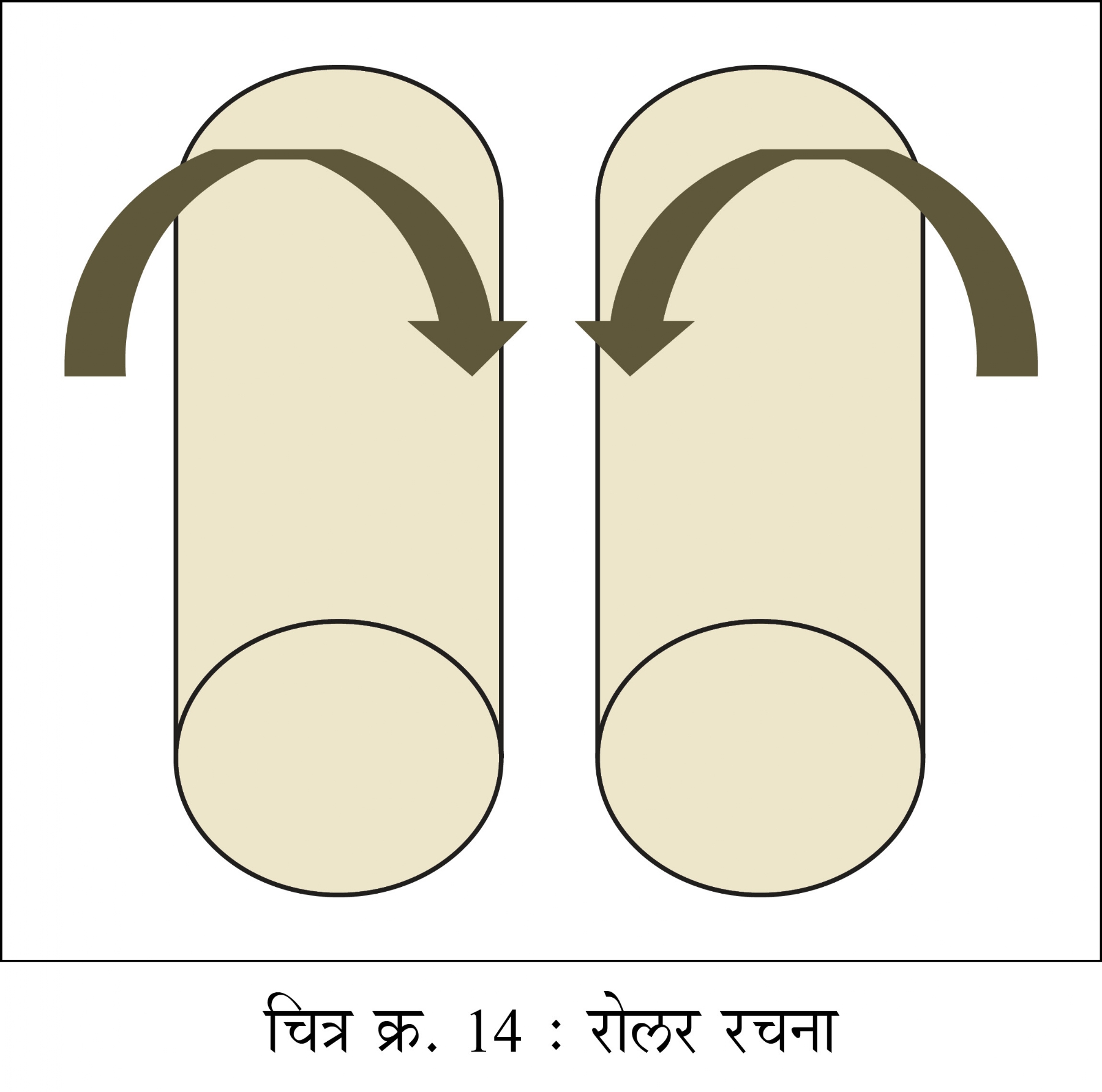
AFFM-150D साठी, व्हिस्को-इलॅस्टिक पॉलिमर (सिली पुट्टी) आणि सिलिकॉन कार्बाइड अपघर्षक वजनाच्या प्रमाणात 1:1 (उदाहरणार्थ, 7 किलो सिली पुट्टी + 7 किलो अपघर्षक) असे मिसळले जातात. यासाठी चित्र क्र. 15 मध्ये दाखविलेले मशीन वापरले जाते. या मशीनमधील रोलरची रचना दाखविलेल्या चित्र क्र. 14 मधील दोन रोलरमधल्या फटीमध्ये सिली पुट्टी आणि अपघर्षक कण योग्य प्रमाणात मिसळले जातात. AFFM-150D साठी, सिलिकॉन कार्बाइड अपघर्षक वापरले जातात.

वेगवेगळ्या प्रकारच्या कार्यवस्तूंसाठी पॉलिमर माध्यमाचे (सिली पुट्टी) वेगवेगळे म्हणजे कमी, मध्यम आणि उच्च व्हिस्कॉसिटी असलेले संच आवश्यक असतात. उदाहरणार्थ, कमी (5000 Pa-s पेक्षा कमी), मध्यम (5000-30000 Pa-s) आणि उच्च व्हिस्कॉसिटी (30000 Pa-s पेक्षा जास्त)
उदाहरणार्थ
1. 5 मिमी.पेक्षा कमी पोकळ मार्ग असलेल्या यंत्रभागाचे फिनिशिंग किंवा डीबरिंग करण्यासाठी किंवा कोपऱ्याला गोलाई देण्यासाठी कमी व्हिस्कॉसिटी असलेले माध्यम वापरले जाते.
2. अॅल्युमिनिअम प्रोपेलरचे (संदर्भ : उदाहरण 1) फिनिशिंग किंवा डीबरिंग करण्यासाठी किंवा कोपऱ्याला गोलाई देण्यासाठी मध्यम व्हिस्कॉसिटी असलेले माध्यम वापरले जाते.
3. 45 HRC पेक्षा अधिक कठीणता असलेल्या मटेरियलचे फिनिशिंग किंवा डीबरिंग करण्यासाठी किंवा कोपऱ्याला गोलाई देण्यासाठी उच्च व्हिस्कॉसिटी असलेले माध्यम वापरले जाते.
व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमरचा पुनर्वापर केला जात नाही. व्हिस्को-इलॅस्टिक अपघर्षक पॉलिमर विशिष्ट काळापर्यंत वापरल्यानंतर, अपघर्षक कण बोथट होतात आणि सिली पुट्टी मटेरियलदेखील त्याचा व्हिस्को-इलॅस्टिक गुणधर्म गमावते.
अन्य फायदे
- कमी आवर्तन काळात आवश्यक पृष्ठीय फिनिश मिळविण्यासाठी प्रक्रियेच्या पॅरामीटरचे इष्टतमीकरण
- AFFM-150D वापरून 55 HRC पर्यंत कठीणता असलेल्या विविध प्रकारच्या मटेरियलपासून बनविलेल्या यंत्रभागांचे नॅनोमेट्रिक फिनिशिंग
- 1 मिमी. जाडी असलेल्या आणि दुर्गम असलेल्या मार्ग/क्षेत्रामध्येसुद्धा डीबरिंग शक्य
- तीक्ष्ण कडांना अधिकतम 0.65 मिमी.पर्यंत गोलाई देणे शक्य केले आहे.
- स्टेनलेस स्टील मटेरियलसाठी प्राप्त झालेला सर्वोत्तम पृष्ठीय खडबडीतपणा <50 µm Ra
- उत्पादन क्षेत्रातील महत्त्वपूर्ण कार्यांसाठी वापरल्या जाणाऱ्या विविध आव्हानात्मक यंत्रभागांचे फिनिशिंग अॅब्रेजिव्ह फ्लो फिनिशिंग मशीनवर करून दाखविले आहे.
AFFM-150D वापरून 150 पेक्षा अधिक यंत्रभागांचे फिनिशिंग यशस्वीपणे केले आहे. पूर्वी अनेक महत्त्वपूर्ण यंत्रभागांचे फिनिशिंग करण्यासाठी बहुतेक ग्राहकांकडे एकतर मॅन्युअल पॉलिशिंग किंवा पारंपरिक फिनिशिंग प्रक्रिया वापरल्या जात असत. अॅब्रेसिव्ह फ्लो फिनिशिंग मशीन हा मॅन्युअल फिनिशिंगला एक उत्तम पर्याय आहे. महत्त्वपूर्ण यंत्रभागांचा नॅनोमेट्रिक पृष्ठीय फिनिश करताना हे स्वयंचलित फिनिशिंग तंत्र वापरल्यास अधिक कार्यक्षमता आणि उत्पादकता मिळते.
(या लेखामध्ये SMPM, CMTI मधील शास्त्रज्ञ मंजुनाथ एम. ए. यांचे बहुमूल्य योगदान आहे.)

सेंटर हेड,
SMPM, CMTI
[email protected]
प्रकाश विनोद यांत्रिकी अभियंते असून 1990 पासून ते नॅनो फिनिशिंग, नॅनो मेट्रॉलॉजी आणि कॅरॅक्टरायझेशन, मायक्रो मशीनिंग आणि फॅब्रिकेशनसाठी मशीन आणि मेकॅनिझम संशोधन, स्मार्ट मॅन्युफॅक्चरिंग अशा विविध संशोधन आणि विकसनामध्ये कार्यरत आहेत.